

Влияет тепловой эффект пластической деформации. Действуют силы инерции обрабатываемого металла, влияние которых соизмеримо с технологическим усилием. Коэффициент контектного трения уменьшается с повышением скорости движения инструмента. Так как время пластического формообразования при этом методе составляет тысячные доли секунды, а скорость соударения инструмента 15 - 25 м/сек, теплопередачей можно пренебречь и рассматривать процесс адиабатическим. Эти особенности высокоскоростного процесса являются основой для разработки метода расчета температурного поля при пластическом деформировании.
Непрерывное поле линий скольжения заменяется кинематически возможным, соответствующим замене непрерывного поля линий скольжения жесткими блоками [1, 3]. Такая замена существенно упрощает построение линий тока и вычисление накопленной пластической деформации [2]
 (1)
(1)
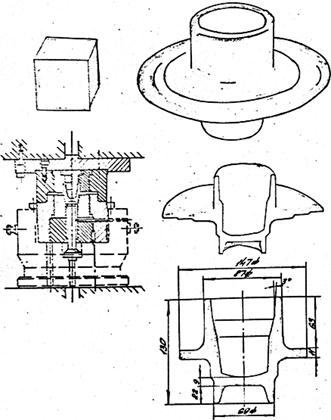
Рис. 1.
где [v] - разрыв скорости вдоль границы жестких блоков, пересекаемых рассматриваемой линией тока; vn - нормальная к границе блоков компонента скорости.
Температурное поле вычисляется по работе пластической деформации при пересечении частиц границ жестких блоков в пластической области вдоль линий тока
 (2)
(2)
где c - удельная теплоемкость, ρ - плотность материала, T0 - начальная температура металла до пластического течения.
При вычислении диссипативной функции необходимо учитывать зависимость пластической постоянной от скорости деформации, накопленной деформации и температуры. Для высоких температур нагрева заготовки многочисленные экспериментальные данные хорошо аппроксимируются зависимостью [3]
 (3)
(3)
где ![]() - интенсивность напряжения,
- интенсивность напряжения, ![]() - интенсивность скорости деформации,
- интенсивность скорости деформации, ![]() - интенсивность напряжения при скорости деформации E0
- интенсивность напряжения при скорости деформации E0
Показатель степени n и величина σ0 являются функциями накопленной деформации и температуры. При этом скорость деформации принимается усредненной для всей области пластического течения и вычисляется из равенства удельной мощности деформации рассматриваемого процесса пластического течения и однородного напряженно-деформированного состояния при одноосном растяжении или сжатии
 (4)
(4)
где q - безразмерное удельное усилие деформирования, вычисленное для рассматриваемого процесса пластического течения с помощью поля линий скольжения, v - скорость пуансона, h - ход пуансона, при котором из матрицы вытесняется объем металла, равный объему пластической области.
Уравнения (2) и (3) образуют нелинейную систему относительно неизвестных ![]() которая может быть решена либо графически, либо численно итерационным методом. Проведенные расчеты показали, что после двух-трех итераций расхождение между последовательными значениями
которая может быть решена либо графически, либо численно итерационным методом. Проведенные расчеты показали, что после двух-трех итераций расхождение между последовательными значениями ![]() составляют около 2%.
составляют около 2%.
СПИСОК ЛИТЕРАТУРЫ
- Непершин Р.И., Даценко В.И. Расчет температурного поля заготовки при высокоскоростных процессах пластического течения с учетом зависимости пластической постоянной от температуры, деформации, скорости деформации. Сб. «Расчеты пластического течения металла». М.: Наука, 1973.
- Крылов Н.Н., Третьяков Е.М., Непершин Р.И. Анализ разрезания полосы на ножницах. Сб. «Пластическое течение металла». М.: Наука, 1968.
- Томленов А.Д. Теория пластического деформирования металла. М.: Металлургия, 1972.
- Согришин Ю.П. и другие. Штамповка на высокоскоростных молотах. М.: Машиностроение, 1978.
- Капранов В.Н., Раппопорт Н.М., Бирич В.В. Высокоскоростное выдавливание деталей технологической оснастки. Рига: НИНТИ, 1977.
Библиографическая ссылка
Даценко В.И., Фурсова Е.В. МЕТОДИКА РАСЧЕТА ТЕМПЕРАТУРНОГО ПОЛЯ ПРИ ВЫСОКОСКОРОСТНЫХ ПРОЦЕССАХ ПЛАСТИЧЕСКОГО ТЕЧЕНИЯ МЕТАЛЛА // Международный журнал экспериментального образования. 2010. № 1. С. 45-47;URL: https://expeducation.ru/ru/article/view?id=249 (дата обращения: 28.07.2026).