

For the lead enterprises, the industrial products, recycled materials, and slags, which are characterized by the high level content of the heavy non – ferrous and other valuable components, their growth is caused the particular troubling [1]. The active measures are taken on the further processing them, for the additional extraction the non – ferrous metals from them at a number of the enterprises of the lead industry. Thus, at the Ust – Kamenogorsk Metallurgical Complex (UK MC) SPL «Kazzinc», the processing of almost all the industrial products and the recycled materials is carried out in the process of the mine contractile melting, which «has been squeezed» in the main technological process flow.
The initial furnace charge of the melting is presented itself the complex conglomerate mixture, having consisted of the various industrial products and the recycled materials, each of which, along with the non – ferrous metals, is concentrated, in itself, the high level content of the harmful substances. The main objective of the process – is the recovery non – ferrous metals in the target products: copper – in the matte, and the lead – in the lead bullion. It is quite obvious, that at such furnace charge processing, to be achieved the high performance of the technological indicators is impossible, as it is evidenced by the process indicator (e.g. the practice data). The copper extraction in the matte is made up only 83 %, and the lead – barely is reached up to the level 60 %. The low lead extraction is, due to its large losses with the matte. Then, the obtained mattes in the processing process are characterized by the high level of the lead, arsenic, and antimony content, which are reached up to 25, 4 and 1 %, respectively. The dust content of the obtained gases is in two times higher, than the analogous indicator of the agglomerating firing. The dust, having obtained at the melting, is characterized by the high level content of the non – ferrous metals, %: Pb – 20; Cu – 6–7; Zn – up to 10. The process is characterized by the considerable and significant yield of the impurities and the slags (e.g. up to 50 % by the weight of the loaded furnace charge).
The low technological and economical performance of the process indicators are showed the fact, that the decision has been taken in the production of the industrial products, recycled materials and impurities and slags is not sufficiently efficient, from the point of view, of the very essence, and it is required, either its further improvement, or its making the other one, the more optimal solution.
The whole range of the challenges, concerning the technological essence of the process, is ultimately expressed in the expanded, element – wise material balance of the process, in which all the initially raw materials and the obtained products of the melting must be presented. It is quite impossible to be made the reasoned balance of the non – ferrous metals, and to be analyzed the impact of the various factors the technological parameters of the process, without the development and the production of the expanded balance sheet, having traced all the base metals behavior, including the iron, slag – forming and sulphur.
From the theory and practice of the mine melting copper – bearing lead raw material it is well – known, that one of the main factors, having determined the non – ferrous metals transition (e.g. the copper, lead) in the impurities and slags, are their contain in the matte, they are contained in the matte, the silicon dioxide content in the matte, the matte metallization, and the temperature. However, the assessment conduction of the indicated factors of the impact on the performance of the technological parameters of the process is associated with the considerable difficulties. They are determined, first of all, by the lack of the factory data. Thus, the analytical determination of the matte metallization virtually is not determined at the UK MC SPL «Kazzinc». The measurements of the temperature of the slag bath furnace are produced rare, it is periodically determined only in the production of the slag from the furnace. In the removable slag analyses, the copper content is not determined; it is usually analyzed considerably much less frequently.
The melting conducting temperature of any pyro-metallurgical process is determined by the slag composition, which is set to be loaded by the required amount of the quartz gumboil flux. On the other hand, the flow of the quartz gumboil flux is largely depended on the overall yield of the slag at the melting. This challenge is of the fundamental significance for the process of the mine contractile melting, where the silicon dioxide content in the initial furnace charge and the slags is largely determined the final technological parameters of the process.
The aim of the present work – is the analysis conducting of the silicon dioxide content in the initial furnace charge and the slags, on the basis of the large – scale building of the material balance of the mine contractile melting process.
Materials and methods of research
The challenge solution has been carried out, on the basis of the statistical analysis of the industry data on the composition of the initial furnace charge and the resulting melting products – matte, slag and dust. On the analysis the results have already been adopted, having obtained during the initial furnace charge processing of the constant composition.
The average chemical compositions of the initial furnace charge components and the mine contractile melting products, having produced at the SPL «Kazzinc», have been given in the Table 1.
Table 1
The Composition of the Initial Furnace Charge and Resulting Products of the Mine Contractile Melting Process
The Title
The Chemical composition, % mass.
Cu
Pb
Zn
Fe
S
SiO2
СаО
As
Sb
Initial furnace charge:
Copper slips
10-20
40-60
4-7
4-7
1-2
2-4
1-3
4,0
ut 2,5
Converter slag
3-5
ut 34
ut 4,5
10-15
15-18
2-2,5
ut 2,0
CM furnace charge:
- alkaline melts
0,02
ut 25
9-11
-
-
0,2-0,4
0,4-0,6
- poor mattes of mine
reduction
smelting
10-18
15-20
10-12
15-20
7-9
-
2-4
ut 1,5
ut 1,0
- fluxing ore
2-4*
60-75
- copper - zinc ore
2-4
0,37
3-4
20-26
28-32
12-17
9-15
Furnace charge of average composition
8-10
25-40
4-6
7-10
5-8
7-10
1,17
0,57
The melting products:
- matte mine of contractile melting
16-35
18-30
3-8
12-24
18-22
-
ut 4,5
ut 1,8
- zinc - bearing slags
≤0,8
≤ 1,7
8-12*
24-33*
24-28
18-22
ut 1,0
0,2-0,3
- lead bullion
2-5
92-95
≤ 1,0
0,9-1,3
- dust
3-7
7-9
4-7
8-10
2-4
Note. * the metal oxides.
The carried out researches methodology has been come to be analyzed the initial furnace charge composition structure and its optimization, by means of the expanded material balance conducting of the process. At the making calculations, the results of the mineralogical studies on the modes of occurrence of the metals in the initial and final products of the mine contractile melting have been taken into account [2, 3].
The initial furnace charge of the mine contractile melting structure in practice is presented, in the form of the Fig. 1 – as the sum of the converter slag, copper slips and furnace charge contractile melting (CM).
At the making calculations, the products compositions, having presented by the chemical analysis results of the factory practice, have been used. At the mass balance calculating, the average composition of the initial furnace charge, having adopted in practice, which was contained, %: 12,1 Cu; 30,25 Pb; 4,83 Zn; 9,5 Fe; 2,51 As; 0,78 Sb; 8,0 S; 10,5 SiO2; 7,31 CaO, had been accepted.
The copper – zinc ore composition has been the following, %: 2,4 Cu; 3,7 Zn; 26,6 Fe; 31,2 S; 15,5 SiO2; 14 СаО. The quartz gumboil flux composition, %: 71,8 SiO2, 3,0 Fe; 3,6 СаО.
During the period under review, the number of converter slag and copper slips, having entered into the furnace charge composition, had not been changed, and was remained constant.
The Order of Calculations and Discussion of Results
The adopted approach to the CM furnace charge composition (fig. 1) is presented very simplified, and it is not quite correct. The CM furnace charge structure is much more complex, and it is presented the mixture, having consisted of the poor copper – lead mattes, produced after the mine smelting reduction of the agglomerate, copper – zinc and fluxing ore, and also the small amount of the alkaline melts, cakes and other recycled materials of the lead production. The composition presentation of such complex mixture conglomerate in the general initial furnace charge of the single component, in the form of CM furnace charge, is greatly complicated the expanded element material balance conduction.
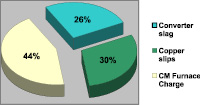
Fig. 1. The Composition Structure of the Initial Furnace Charge of Mine Contractile Melting
At the average composition of the initial furnace charge calculation, along with amount of the silicon dioxide, having introduced with the quartz gumboil flux, it is necessary to be accounted also the silicon dioxide amount, which is introduced with the other constituents of the furnace charge (e.g. the converter slag, copper – lead mattes, copper – zinc ore, etc.). The initial furnace charge structure presentation, in the form of fig. 1, does not allow such assessment conduction.
We, moreover, note that in the earlier works, having conducted by us, the material balance of the mine contractile melting has already been carried out. The calculations provided have been concerned to the balances refining of the non – ferrous metals, arsenic, and antimony and the study of their distribution among the initial furnace components and the melting products. So, the material balanced have been borne the selective character, and they have been served exclusively only for the prognostic assessment of the copper and lead distribution among the melting products.
The data on the non – ferrous finding forms and their quantitative relations in the components of the initial furnace charge and the melting products, as well as the data on the element composition of the initial furnace charge and the melting products have been used in the work for the expanded material balance calculation of the process.
Thus, the material balance of the mine contractile melting, having calculated with due regard for the compositions and outputs of the initial and resulting melts products (e.g. the factory practice data), has been presented in the Table 2.
The Material Balance of Mine Contractile Melting Process
The results obtained on the melts products yield and the non – ferrous metals distribution have been commented in details in the papers [2–5], so that the further analysis and discussion of the results, having presented by the material balance is, mainly, devoted to the silicon dioxide content in the initial furnace charge and slag.
So, it is easy to be seen, that the slag yield is made up 36 tons, with the total discrepancy, which is equal to – 9,47 t.
The non -ferrous metals and the iron number recalculation in the slags on their oxides (with due regard for the forms of their presence in the slags), and taken into account the aluminum oxide content in the final slags (e.g. the chemical analysis data of the industrial slags), is allowed to be adjusted the value of the residual balance up to 6,39 t.
In result of the made calculations, it has been revealed, that the silicon dioxide quantity, having bound in the form of the chemical compounds (e.g. silicates, ferrites) is made up 8,2 t. from its total quantity in the slag (e.g. 9,8 t). Consequently, 1,6 t. of the silicon dioxide in the slag is in the free form, and it is not taken its participation in the slag – making process. If we take the value of the residual balance (e.g. 6,39 t) for the uncountable free silicon dioxide, in the slag we will get total 16,2 t silicon dioxide, from which ~8 t s in the free form.
This is indicated the fact, that there is the significant cost overruns of the quarts gumboil flux in the process of the mine contractile melting. Then, as it is seen from the material balance, the amount of the charge supplied from the source of the initial furnace charge of the silicon dioxide, which is equal to 10,5 t, it is much lower than its amount in the slag. The resulting divergence is the indication something is wrong with the balance with the silicon dioxide, and it is requires its clarification.
Table 2
The Material Balance of Mine Contractile Melting Process
|
Title |
Cu |
Pb |
Zn |
Fe |
As |
Sb |
S |
SiO2 |
CaO |
Rest |
Total: |
|
|
Charged: |
||||||||||||
|
Averaged comp. of furnace charge |
Quantity, tons |
12,1 |
30,25 |
4,83 |
9,5 |
2,51 |
0,78 |
8,0 |
10,5 |
7,31 |
14,22 |
100 |
|
Resulted: |
||||||||||||
|
Lead bullion |
I |
0,73 |
20,8 |
0,13 |
0,2 |
0,06 |
22,0 |
|||||
|
II |
5,2 |
94,6 |
0,6 |
0,92 |
0,3 |
|||||||
|
III |
6,0 |
68,8 |
5,2 |
25,6 |
1,6 |
|||||||
|
Matte |
I |
10,24 |
7,8 |
1,02 |
4,2 |
0,63 |
0,11 |
4,3 |
0,54 |
- |
1,16 |
30,0 |
|
II |
34,1 |
25,9 |
3,4 |
14,0 |
2,1 |
0,37 |
14,3 |
1,8 |
||||
|
III |
84,6 |
25,8 |
21,1 |
44,2 |
25,1 |
14,1 |
53,8 |
5,1 |
||||
|
Slag |
I |
0,2 |
0,64 |
2,81 |
5,1 |
0,07 |
0,04 |
0,72 |
9,8 |
7,15 |
9,47 |
36,0 |
|
II |
0,47 |
1,79 |
7,8 |
14,2 |
0,2 |
0,1 |
2,2 |
27,2 |
19,9 |
|||
|
III |
1,6 |
2,1 |
58,2 |
53,7 |
2,8 |
5,1 |
9,0 |
93,4 |
97,8 |
|||
|
Dust |
I |
0,93 |
1,01 |
0,8 |
0,2 |
1,68 |
0,43 |
3,04 |
0,16 |
0,16 |
3,59 |
12 |
|
II |
7,75 |
8,4 |
6,7 |
1,56 |
14,0 |
3,6 |
25,3 |
1,34 |
1,34 |
|||
|
III |
7,8 |
3,3 |
16,7 |
2,1 |
66,9 |
55,1 |
35,6 |
1,5 |
2,2 |
|||
|
Total: |
Quantity, tons |
12,1 |
30,25 |
4,83 |
9,5 |
2,51 |
0,78 |
8,0 |
10,5 |
7,31 |
14,22 |
100 |
Notes: I – ---I – Quantity, tons; II – composition, %; III – distribution, %.
On the basis of the factory practice data, the number to be added to the initial furnace charge of the quartz gumboil flux and the copper – zinc ore have been identified by their share in their total furnace charge, having allowed to be carried out for more detailed calculation on the silicon dioxide distribution among the melting products. At the carried out further calculations, we have already adopted the corrected composition of the initial furnace charge, which is presented in fig. 2.
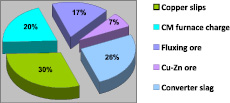
Fig. 2. The Structure of Initial Furnace Charge of Mine Contractile Melting
In the light of the presented structure, the calculated amount of the silicon dioxide, having come from the initial furnace charge in the process, is made up 17,7 t.
This value is agreed well with the calculated total amount of the silicon dioxide in the slag, having calculated by the results of the material balance of the factory practice (e,g. 16,2 t). This is proved the correctness of the assumptions, put forward by us on the free silicon dioxide presence in the slag. Having taken into account, that the necessary amount of the silicon dioxide, involved in the melting process, is made up only 8,2 t, it is easy to be calculated, for our case, the amount of the free silicon dioxide in the slake – is 9,5 t.
The amount of the silicon dioxide, having come with the quartz gumboil flux, is made up 12,1 t. Consequently, in the composition of the initial furnace charge, it can be significantly reduced the proportion of the quartz gumboil flux. According to the calculations, with the quartz gumboil flux, it is necessary to be added only 2,6 t,. silicon dioxide or at the recalculation for the quartz gumboil flux – about 4 t gumboil flux. Having observed in practice, the significant cost overruns quartz gumboil flux (e.g. 13 t.) certainly is increased the yield of the final slag, and it is increased the energy consumption in the oven. The established optimal flow rate of the quartz gumboil flux will be allowed to be reduced the slag yield for 25 % and it will be considerably improved the technological parameters of the whole process.
Библиографическая ссылка
Dosmukhamedov N.K. THE MINE CONTRACTILE MELTING MATERIAL BALANCE: THE SILICON DIOXIDE CONTENT ANALYSIS IN SLAGS // Международный журнал экспериментального образования. 2013. № 12. С. 52-56;URL: https://expeducation.ru/ru/article/view?id=4290 (дата обращения: 11.07.2026).